Custom Leather Works: From Concept to Scalable Leather Product Manufacturing
Developing custom leather works is rarely about finding “a factory that can sew leather.” The real challenge starts after the first sample looks good.
Many brands experience the same problems: samples that feel premium but cannot be repeated at scale, edge paint that cracks after a few weeks of use, stitching that shifts between batches, or costs that quietly increase once production starts. These issues usually don’t come from poor intentions — they come from weak engineering logic and missing production controls.
At Szoneierleather, we approach custom leather works as a product development system, not a one-off manufacturing task. Since 2007, our team in Guangdong, China has supported leather product development for international brands through structured design review, in-house sampling, and controlled mass production. We operate with two specialized factories, supported by 25+ engineers and 10+ designers, allowing us to translate creative ideas into leather products that can be produced consistently — even at low MOQs starting from 20–100 pieces for early-stage projects.
Instead of pushing standard solutions, we focus on identifying where leather products fail in real use, and engineering construction, materials, and finishing methods to prevent those failures before bulk production begins. This is how we help brands launch, test, and scale leather products with confidence.
What we support in custom leather works:
- Leather bags, wallets, belts, and functional accessories
- Design-to-sample development from drawings, tech packs, or reference samples
- Low MOQ validation runs and stable bulk production (typical lead time 15–25 days)
- Multi-language communication with technical and visual documentation throughout the process
Who needs Custom Leather Works?
Custom leather works serve very different needs depending on the team behind the product. Understanding these differences is critical, because the right construction logic, cost structure, and production flow change significantly based on the development stage and business model.
Typical teams we work with and their real needs
These teams usually focus on:
- creating a signature leather product that defines their brand
- launching with controlled investment and low initial quantities
- ensuring the first production run sets a quality benchmark
In these cases, Szoneierleather often starts with low MOQ development (20–100 pcs) and multiple sample iterations. Our engineers help adjust structure and materials so the product can scale later without redesigning everything from scratch.
Design-led projects often arrive with:
- detailed sketches or tech packs
- strong visual requirements
- limited understanding of leather behavior in mass production
Our role is to translate design intent into manufacturable patterns. This includes thickness control, skiving strategy, seam allowance optimization, and reinforcement planning — all handled by our in-house sampling and engineering team.
These teams usually care about:
- stable repeat quality across batches
- predictable cost structure
- fast replenishment cycles
With two specialized factories and an established QC workflow, we focus on repeatability, not just appearance. Product specs, BOMs, and finishing standards are documented clearly to avoid batch-to-batch variation.
Retail-focused projects often require:
- consistent quality across multiple SKUs
- packaging readiness
- timeline reliability
Here, Szoneierleather emphasizes process control and delivery planning, aligning production schedules with retail calendars and packaging requirements.
These projects demand:
- consistent logo presentation
- tight deadlines
- controlled cost without sacrificing appearance
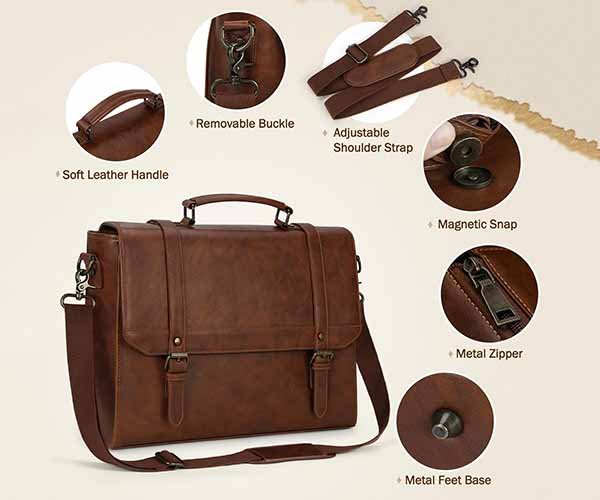
We support branding methods such as embossed logos, foil stamping, and metal logo applications, and coordinate packaging through our design team to maintain visual consistency.

Why Custom Leather Works Requires Serious Engineering
Leather is a living material. Without controlled engineering decisions, small inconsistencies quickly become visible quality problems. Most leather product failures happen not in design, but in how materials and construction are managed during production.
Common failure points we see in leather products
Edge finishing failures
Poor edge paint preparation or incorrect curing leads to:
- cracking after bending
- sticky edges in humid environments
- visible color inconsistency
Our process defines edge layers, drying time, and inspection points during sampling, not after bulk production.
Stitching distortion and seam failure
This usually comes from:
- mismatched thread size
- incorrect stitch density
- lack of reinforcement at stress points
With 25+ engineers, we define stitch specifications and reinforcement zones during pattern development, ensuring strength without overbuilding the product.
Shape collapse and deformation
Leather bags often lose structure due to:
- incorrect interlining selection
- missing bottom or side reinforcement
- poor load distribution design
We simulate real-use stress and adjust internal structure materials before approving samples for production.
Batch inconsistency
Color drift, texture variation, and finishing differences usually happen when:
- leather lots are not controlled
- reference samples are not locked properly
- production instructions are vague
Szoneierleather controls this through master sample approval, material lot tracking, and documented production standards shared across both factories.
Cost escalation after sampling
This is often caused by:
- unclear BOM definitions
- late hardware or material changes
- unrealistic early cost assumptions
We build cost logic together with material and construction decisions, so pricing remains stable from sampling to bulk.

Key Factors to Define Before Starting Custom Leather Works
Successful custom leather works are decided before sampling begins. Clear decisions on materials, structure, quantity strategy, cost boundaries, and quality standards prevent delays, rework, and inconsistent production results later.

Leather Type & Physical Behavior
Leather selection is not only about appearance. Different leather types behave very differently during cutting, stitching, folding, and long-term use.
In our projects, the most common leather-related issues come from misjudging thickness, temper, and surface treatment.
Key factors we define early at Szoneierleather:
- Thickness range (e.g. 1.2–1.4mm vs 1.6–1.8mm)
- Temper (soft, semi-rigid, structured)
- Surface finish (natural grain, corrected grain, coated surface)
- Scratch visibility & aging behavior
Because we support both leather material production and finished leather goods manufacturing, our engineers can recommend leather specs that balance visual effect, durability, and cost, instead of selecting materials purely from swatches.

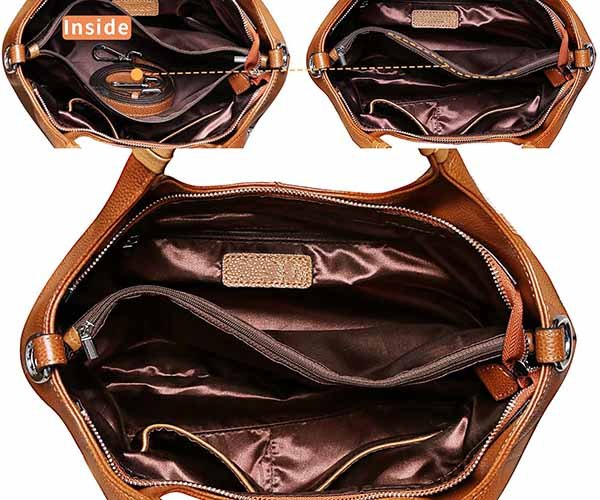
Internal Structure & Reinforcement Logic
Many leather products fail not on the surface, but inside.
Common structural problems include:
- handles tearing at the base
- bag bodies collapsing under load
- wallets warping after months of use
To prevent this, we define:
- reinforcement zones (handle bases, strap anchors, corners, zipper ends)
- interlining materials (non-woven, board, foam) based on load and flexibility
- load paths so stress is distributed, not concentrated
Our 25+ engineers are involved in these decisions during pattern development, not after defects appear in bulk production.

Construction & Stitching Specification
Stitching is one of the most visible quality signals in leather products.
Instead of “standard stitching,” we define:
- thread material and thickness
- stitch density (stitches per inch)
- needle-to-leather matching
- back-tack and bar-tack positions
These details are documented during sampling and shared with production teams in both factories, ensuring the same visual and mechanical results across batches.

Edge Finishing Strategy
Edge finishing is one of the highest-risk areas in custom leather works.
We help teams choose between:
- painted edges
- folded edges
- binding or wrapped edges
Each option has different implications for:
- durability
- cost
- production time
- visual style
At Szoneierleather, edge finishing is tested during sampling with bending, friction, and humidity considerations, reducing the risk of cracking or stickiness after delivery.

Quantity Strategy & MOQ Planning
MOQ is not just a number — it is a development strategy.
With low MOQ capability starting from 20–100 pcs, we often advise:
- launching with 1 core SKU
- limiting colorways in the first run
- validating structure and finish before expansion
This approach reduces risk and allows brands to scale faster once the product proves itself.
Cost Structure & Budget Boundaries
Cost problems usually appear when:
- materials are chosen without considering yield loss
- hardware is upgraded late
- structure becomes overbuilt
We build cost logic together with construction logic, so:
- the BOM is clear
- cost drivers are transparent
- design decisions remain aligned with the target market

Quality Standard Definition
Before production, we help define:
- acceptable tolerance ranges
- surface defect grading
- stitching and edge acceptance criteria
This prevents disputes later and allows QC teams to make consistent judgments.
Szoneierleather’s Engineering-Driven Custom Leather Works Process
In custom leather works, product categories should not be defined only by appearance. At Szoneierleather, we classify leather products by structure, load behavior, and failure risk to ensure each type is engineered correctly for long-term use and scalable production.
Step 1
Requirement Alignment & Risk Identification
Every project starts with a structured review:
- target market and price positioning
- usage scenarios and load expectations
- visual references and must-keep details
- potential risk areas (edges, straps, structure)
This step avoids unrealistic expectations and reduces sampling cycles later.
Step 2
Design Translation & Pattern Engineering
We support development from:
- technical packs
- drawings
- physical reference samples
Our sampling team converts design intent into:
- cutting patterns
- seam allowances
- skiving plans
- reinforcement maps
This is where many factories rely on experience alone. We rely on engineering review plus hands-on sampling, supported by our internal pattern room.
Step 3
Material, Hardware & Construction Confirmation
Before final sampling, we lock:
- leather specification
- lining and structure materials
- hardware finish and plating level
- edge finishing method
This stage connects appearance decisions with cost and durability outcomes, reducing late-stage changes.
Step 4
Sampling & Iterative Optimization
Sampling is not treated as a single event.
We often go through:
- first functional prototype
- detail adjustment sample
- production-ready sample
Each iteration documents:
- changes made
- reasons for change
- impact on cost and lead time
This documentation supports consistency when moving to bulk production.
Step 5
Pilot Run or Low-Volume Validation
For many projects, especially new launches, we recommend:
- a small validation run within 20–100 pcs
- checking batch consistency
- confirming packing and labeling logic
This step reduces risk before full-scale production.
Step 6
Mass Production Planning & Scheduling
Typical bulk production lead time is 15–25 days, depending on:
- order quantity
- material availability
- hardware complexity
With two specialized factories, we allocate production based on product type and complexity to maintain quality stability.
Step 7
In-Process QC & Final Inspection
Quality control is integrated at:
- material intake
- key construction stages
- final appearance and function checks
This prevents defect accumulation and ensures the delivered products match approved samples.
Step 8
Packing, Logistics & Delivery Coordination
We support:
- standard export packing
- custom packaging solutions
- multiple logistics options depending on destination and urgency
Communication is handled in multiple languages, with photo and video updates available throughout production.

Custom Leather Product & Type Options
In custom leather works, product categories should not be defined only by appearance. At Szoneierleather, we classify leather products by structure, load behavior, and failure risk to ensure each type is engineered correctly for long-term use and scalable production.
How we classify leather products in real manufacturing
Instead of simply saying “bags” or “accessories,” we group leather products based on stress distribution, structural dependency, and usage frequency. This classification directly affects pattern design, material choice, reinforcement, and QC focus.
Category A
Load-Bearing Leather Bags
Typical products:
- Leather tote bags
- Leather briefcases
- Laptop bags
- Travel duffle / weekender bags
Engineering focus:
- Handle and strap load paths
- Bottom panel reinforcement
- Side wall collapse resistance
These products carry weight daily. Failures usually occur at handle bases, strap anchors, and bottom corners. At Szoneierleather, these areas are reinforced during pattern development, not corrected later.
Typical structure solutions:
- Multi-layer handle base construction
- Internal reinforcement boards (bottom / side)
- Stitch density upgrades at load points
Category B
Body-Contact & Wear-Intensive Bags
Typical products:
- Crossbody bags
- Shoulder bags
- Sling bags
Engineering focus:
- Strap flexibility vs strength balance
- Stitch abrasion resistance
- Comfort and long-term deformation
Because these products move with the body, incorrect leather temper or over-stiff structure leads to discomfort or premature wear. Our engineers often recommend medium-temper leather with controlled flexibility, instead of overly rigid materials.
Category C
Compact Leather Accessories
Typical products:
- Wallets
- Card holders
- Coin purses
- Key cases
Engineering focus:
- Edge durability
- Folding behavior
- Dimensional accuracy
These items seem simple but have tight tolerance requirements. Edge paint cracking, uneven folds, and thickness inconsistency are common problems. We manage this through controlled skiving, fold-line planning, and edge system selection.
Category D
Flat or Semi-Structured Leather Goods
Typical products:
- Passport holders
- Document folders
- Leather organizers
- Desk accessories
Engineering focus:
- Flatness control
- Warping prevention
- Surface consistency
These products expose surface quality directly. Internal structure is minimal, so leather selection and lamination quality become critical.
Category E
Leather Belts & Straps
Typical products:
- Leather belts
- Adjustable straps
- Replacement straps
Engineering focus:
- Tensile strength
- Hole alignment precision
- Edge symmetry
We control cutting accuracy and reinforcement layers to prevent stretching and uneven wear over time.

| Product Category | Key Stress Areas | Common Failure Risks | Engineering Priority |
|---|---|---|---|
| Load-bearing bags | Handles, bottom, corners | tearing, collapse | reinforcement mapping |
| Wear-intensive bags | Strap, seams | abrasion, deformation | temper & stitch balance |
| Compact accessories | Folds, edges | cracking, warping | skiving & edge system |
| Flat goods | Surface, lamination | curling, rippling | material stability |
| Belts & straps | Holes, edges | elongation, tearing | tensile structure |
Materials & Construction Engineering
Material selection in custom leather works must be guided by failure prevention, not just appearance. At Szoneierleather, we engineer materials and construction together, based on how and where leather products fail during real-world use.

Leather Thickness & Temper Engineering
Leather thickness alone does not determine strength.
We usually define:
- 1.0–1.2 mm: suitable for small accessories and folded areas
- 1.4–1.6 mm: balanced choice for most bags
- 1.8 mm+: used selectively for handles, straps, or structured panels
Temper (soft vs firm) is matched to:
- product movement
- load behavior
- comfort expectations
Because Szoneierleather supports both leather material processing and finished goods production, we can adjust thickness and temper combinations instead of forcing one material across all components.

Skiving Strategy (Thickness Reduction)
Skiving is one of the most underestimated steps in leather manufacturing.
Incorrect skiving causes:
- bulky folds
- uneven edges
- stress concentration at seams
Our engineers define skiving depth by:
- fold radius
- stitch position
- edge finishing method
This ensures clean folds without weakening the leather.
Internal Structure Materials
Leather rarely works alone in durable products.
We commonly combine leather with:
- non-woven reinforcement for flexibility
- paperboard or fiberboard for shape retention
- foam layers for cushioning and comfort
Structure materials are selected based on load frequency, not product size.

Stitching & Thread Engineering
Stitching is both structural and visual.
We define:
- thread material (polyester, nylon)
- thread thickness
- stitch density (SPI)
- needle size
Incorrect combinations lead to puckering, seam breakage, or visible inconsistency. These specs are documented and shared across production lines in both Szoneierleather factories.

Edge Finishing Systems
Edge finishing is a major quality differentiator.
We select edge systems based on:
- leather absorption behavior
- expected bending frequency
- climate exposure
Options include:
- multi-layer painted edges
- folded edges
- wrapped or bound edges
Each system has different durability and cost implications, which are evaluated during sampling.
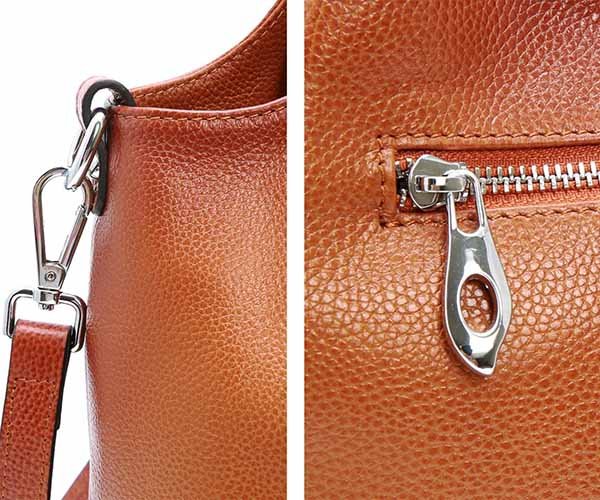
Hardware Integration & Reinforcement
Hardware failures are rarely caused by hardware alone.
Common root causes:
- insufficient backing material
- incorrect hole placement
- stress concentration
We engineer:
- backing layers behind hardware
- stitch or rivet reinforcement
- plating level selection based on usage
| Area | Risk If Ignored | Engineering Control |
|---|---|---|
| Leather temper | deformation | temper matching by use |
| Skiving | bulky seams | depth planning |
| Structure | collapse | internal reinforcement |
| Stitching | seam failure | thread & SPI spec |
| Edge finish | cracking | system selection |
| Hardware | tearing | backing & reinforcement |
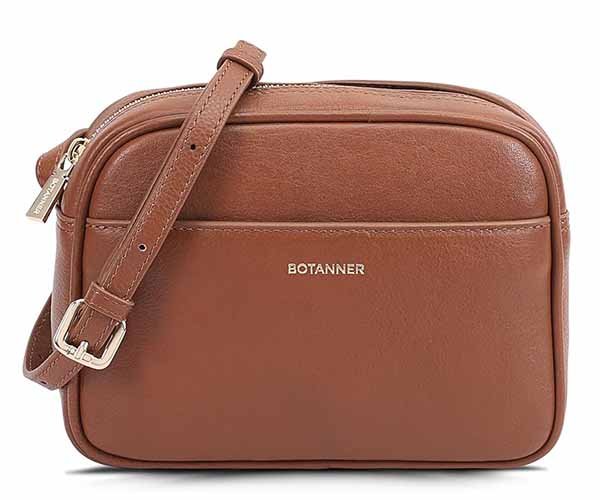
Customization & Branding in Custom Leather Works
Branding on leather is not only a visual choice—it’s a durability and repeatability decision. Szoneierleather engineers logo methods, placement, and packaging systems so your brand identity stays consistent across materials, batches, and long-term use.
Why branding fails on leather
Most logo and branding issues in custom leather works come from one of these root causes:
- the logo method is incompatible with the leather surface or temper
- placement is designed for aesthetics but ignores stress and curvature
- the “approved sample” is not converted into production templates
- packaging and labeling are treated as a last-minute task
Since 2007, we’ve seen that branding problems usually show up after bulk delivery, because the first sample may look fine while production variation slowly shifts the results. This is why we treat branding like a controlled manufacturing process—not an artwork file upload.

1. Logo Method Selection
We usually recommend logo options based on three dimensions:
- leather surface finish (natural grain vs coated)
- expected wear & friction (daily handling vs occasional use)
- brand visual direction (subtle vs high contrast)
Embossed / Debossed Logo (Heat + Pressure)
Best for: premium minimal branding, long-term durability Works well when: leather has enough thickness/temper to hold the mark Common pitfalls:
- too shallow on soft leather
- distortion on curved panels How we control it:
- confirm test press on the same leather lot used for production
- lock temperature/pressure/time settings during sampling
- use placement templates so the press hits the same position each time
This method is popular because it ages well and doesn’t peel—making it a practical long-term branding choice.
Foil Stamping (Gold/Silver/Color Foil)
Best for: gift-ready collections and retail presentation Key engineering concern: adhesion stability over time Common pitfalls:
- foil cracking on high-flex zones (wallet folds, corners)
- inconsistency across different leather lots How we control it:
- avoid fold lines and high-bend areas
- test on real curvature (not just flat leather pieces)
- define a “foil acceptance standard” for contrast and coverage
Laser Engraving (Precision for certain surfaces)
Best for: coated surfaces or controlled textures Common pitfalls:
- burnt edges on sensitive finishes
- uneven darkness across different leather colors How we control it:
- laser setting tests per leather color
- confirm readability under normal lighting, not studio photos
Metal Logo Plate / Metal Tag
Best for: strong brand identity, premium hardware feel Engineering concern: attachment method Common pitfalls:
- tearing if the backing layer is too weak
- crooked placement if template is missing How we control it:
- use backing reinforcement behind the plate
- use jig/template placement system
- confirm plating level and surface treatment choice
Our branding execution is supported by 10+ designers (product/packaging/graphic), so artwork files, placement standards, and packaging design can be coordinated in one workflow—avoiding fragmented communication.
2. Placement Engineering
A logo placement that looks good on a flat render can fail in production due to:
- seams and curvature
- structural reinforcement layers changing surface response
- stress points causing deformation over time
We often advise avoiding:
- fold lines on wallets
- corner radii on bags
- strap anchor zones
- panels with heavy reinforcement board underneath
A practical approach we use: During sampling we mark:
- “safe branding zones” (flat, low-stress areas)
- “risk zones” (bends, corners, load points) Then we lock logo placement based on repeatable geometry.
3. Color Consistency for Leather Branding
If your brand uses strict Pantone color rules (for hang tags, boxes, tissue paper, labels), consistency can break when:
- different print suppliers interpret colors differently
- packaging materials change reflection and saturation
- brand colors are checked under different lighting
Our packaging designers typically define:
- a master color reference
- print proofs and approval procedure
- consistent label placement standard
4. Packaging System
For export-focused leather projects, packaging is often a conversion factor:
- reduces damage and deformation
- improves brand perception
- lowers return risk for eCommerce programs
Typical packaging components:
- dust bag (protects surface, reduces scuffing during shipping)
- gift box or rigid carton (for premium SKUs)
- care card (reduces misuse and after-sales complaints)
- barcode label + carton marking (improves warehouse handling)
Because Szoneierleather can support multiple logistics solutions and export programs, we align packaging with shipping method and handling risk—not only with aesthetics.
5. Branding Deliverables We Recommend
To keep branding stable between sample and bulk, we recommend locking:
- logo artwork file (vector)
- placement template with measurements
- logo method process settings (emboss/foil/laser)
- packaging BOM (materials + print spec)
- a “golden sample” reference
This is the difference between “a good first sample” and a brand that can reorder confidently.
QC & Testing System for Custom Leather Works
Leather quality cannot be inspected only at the end. Szoneierleather uses a practical three-stage QC system—incoming, in-process, and final inspection—so defects are prevented early and bulk output matches the approved sample consistently.
Why leather QC is different from textile or plastic products
Leather is naturally variable. Two hides can differ in:
- grain tightness
- surface scars or natural marks
- thickness distribution
- absorption and color tone
Without a clear QC system, teams may argue after delivery about what is “acceptable.” We prevent this by defining visual grading rules and measurable checks before bulk production starts.


Our 3-Stage QC Workflow
Stage 1 — Incoming Material Inspection (Before production begins)
What we check first:
- leather surface grading (mark distribution, wrinkles, scars)
- thickness spot checks (critical for folding and edge work)
- color tone consistency against master swatch
- hardware plating condition (scratches, oxidation, coating defects)
- lining and structure materials consistency
Why it matters: If incoming material is not controlled, sewing quality cannot solve it later.
Stage 2 — In-Process QC (Where most defects are prevented)
We focus on “high-leverage checkpoints”:
- skiving accuracy (too thin weakens seams; too thick ruins folds)
- stitch alignment (visible quality signal)
- edge paint layering and curing (major durability risk)
- reinforcement placement (handles/straps/corners)
- hardware installation (backing layers, rivet stability, alignment)
This stage prevents defect accumulation, which is one of the most expensive problems in leather production.
Stage 3 — Final Inspection (Appearance + Function + Packing)
Final inspection includes:
- measurement tolerances (length/width/strap drop)
- surface quality (scratches, stains, oil marks)
- logo clarity and placement accuracy
- zipper/snap function testing
- seam and handle strength check by manual stress test
- packing accuracy (dust bag, inserts, labels, carton marking)
Practical Testing We Apply
Testing is chosen based on the product’s real usage scenario:
A. Hardware corrosion and finish stability
For metal components:
- salt spray reference requirements (project-dependent)
- scratch resistance checks
- plating uniformity checks
B. Strap and handle strength validation
For load-bearing products:
- pull testing approach (based on expected load)
- reinforcement design verification
C. Color rub fastness thinking
For dark leather or coated surfaces:
- dry rub / wet rub risk review
- recommendation of lining choice to reduce staining transfer
D. Edge durability checks
For high-bend zones:
- repeated bending check
- humidity considerations
- edge system selection based on risk level


Quality Standards
A reliable QC system needs defined standards. We usually define:
- “A-grade / acceptable / reject” visual zones
- acceptable minor mark rules for leather (natural material reality)
- logo acceptance standard (depth/coverage/contrast)
- edge acceptance standard (smoothness, color continuity, cracking risk)
This creates a shared language between:
- the brand team
- the sampling team
- the production team
- the QC team
Production Stability: Why our structure supports repeat orders
Szoneierleather operates with:
- two specialized factories
- a technical development process supported by 25+ engineers
- design coordination via 10+ designers
- low MOQ options (20–100 pcs) for early validation runs
- typical bulk timeline 15–25 days depending on complexity
This combination makes it easier to lock product standards early and reproduce them reliably when you scale.

Supplier Screening Checklist for Custom Leather Works
Before committing to custom leather works, teams should evaluate suppliers beyond price and samples. This checklist helps identify whether a factory can deliver consistency, scalability, and problem-solving ability across real production cycles.
Product Development Capability
Questions to ask:
- Can the factory explain why a structure or material is recommended?
- Do engineers participate in pattern and construction decisions?
- Is there a clear sampling workflow, not just “make one sample”?
What we demonstrate at Szoneierleather:
- Projects are reviewed by engineering and sampling teams, not only sales
- Patterns, skiving plans, and reinforcement logic are defined before bulk
- Sampling is treated as a documented process, not a one-off result
- Supported by 25+ engineers and an internal pattern/sampling room
Material Control & Consistency
Questions to ask:
- How are leather lots and color consistency controlled?
- Can the factory explain thickness and temper differences clearly?
- Is material selection linked to usage and failure risk?
Our approach:
- Master leather swatches approved before production
- Thickness and temper defined by function, not appearance only
- Experience with leather material processing as well as finished goods helps avoid mismatch between design and behavior
MOQ Strategy & Risk Control
Questions to ask:
- Can the supplier support validation runs without forcing large orders?
- Is there a clear path from small batch to scaled production?
Our approach:
- Low MOQ support from 20–100 pcs for development-stage projects
- Recommend controlled SKU and color strategy in first runs
- Structure and BOM designed for future scale, not locked into prototypes
Quality Control Logic
Questions to ask:
- Is QC only final inspection, or integrated into production?
- Are quality standards written and shared, or informal?
Our approach:
- Three-stage QC: incoming, in-process, final
- Clear acceptance standards for leather surface, edges, stitching, and logos
- QC logic aligned across two specialized factories, not dependent on one line leader
Communication & Transparency
Questions to ask:
- Will technical feedback be explained clearly?
- Can the team support detailed reviews during development?
Our approach:
- Multi-language communication
- Photo and video updates during sampling and production
- Willingness to explain trade-offs, not only provide prices

| Evaluation Area | What to Look For | Szoneierleather Practice |
|---|---|---|
| Development | engineering input | 25+ engineers involved |
| MOQ | flexibility | 20–100 pcs supported |
| QC | system-based | 3-stage QC |
| Scale | repeatability | dual-factory structure |
| Communication | clarity | multi-language + visual |
Custom Leather Works: Project Experience & Case Studies
Real capability is shown through solved problems. Below are representative custom leather works projects that demonstrate how Szoneierleather handles structure complexity, low MOQ launches, branding consistency, and scalable production.

European Lifestyle Brand / Structured Leather Tote
Challenge: Premium appearance required, but early samples collapsed under daily load.
What we did:
- Redesigned bottom and side reinforcement
- Adjusted leather temper balance
- Increased stitch density at handle base
Outcome:
- Improved shape retention
- Stable repeat orders across multiple batches
US Start-Up / First Wallet Collection
Challenge: Limited budget, no production experience, strict visual expectations.
What we did:
- Simplified internal structure
- Selected fold-friendly leather thickness
- Controlled edge system for durability
Outcome:
- First run completed at low MOQ
- Clear BOM prepared for scale-up
Design Studio / Drawing-to-Production Translation
Challenge: Complex sketches without manufacturable details.
What we did:
- Converted drawings into production patterns
- Defined skiving and reinforcement logic
- Iterative sampling with documented changes
Outcome:
- Design intent preserved
- Production-ready sample achieved

Corporate Program / Branded Leather Gift Set
Challenge: Consistent logo placement across multiple SKUs under tight deadlines.
What we did:
- Locked logo placement templates
- Selected embossing method compatible with leather surface
- Coordinated packaging design internally
Outcome:
- Consistent branding across all items
- On-time delivery for campaign launch

Travel Brand / Leather Weekender Bag
Challenge: Weight-bearing product with high return risk if structure failed.
What we did:
- Reinforced handle and strap anchor zones
- Added bottom structure board
- Tested edge durability in high-bend areas
Outcome:
- Reduced deformation complaints
- Improved perceived quality

Import Program / Leather Belt Line
Challenge: Inconsistent hole alignment and edge symmetry in previous production.
What we did:
- Introduced cutting and punching templates
- Defined edge finishing acceptance standard
- Strengthened QC at in-process stage
Outcome:
- Improved consistency across batches
- Fewer inspection rejections
Make A Sample First
If you have your own tech packs, logo design artwork, or just an idea,please provide details about your project requirements, including preferred fabric, color, and customization options,we’re excited to assist you in bringing your leather goods designs to life through our sample production process.
FAQ: Custom Leather Works
Straight answers to common Amazon-specific concerns
These questions reflect what teams actually ask during custom leather works development. The answers focus on process, risk, and practical decision-making—not generic promises.
1. What is the typical MOQ for custom leather works?
Our MOQ usually starts from 20–100 pieces, depending on product complexity and materials. This allows teams to validate structure, finish, and market response before committing to larger volumes.
2. Can you work from drawings or reference samples?
Yes. We support development from drawings, tech packs, and physical samples. Each method includes engineering review to ensure the design can be produced consistently, not just sampled once.
3. How long does sampling usually take?
Sampling timelines depend on complexity, but most projects require multiple iterations. We treat sampling as a process with documented changes, not a single output.
4. What is the typical bulk production lead time?
Bulk production commonly takes 15–25 days, depending on order size, material availability, and hardware complexity. Timelines are confirmed after the production-ready sample is approved.
5. How do you control quality across batches?
We use a three-stage QC system and lock production standards based on an approved master sample. This reduces variation when orders are repeated or scaled.
6. Do you help optimize designs for cost?
Yes. We often suggest structure or material adjustments that reduce cost while preserving appearance and durability. These decisions are made transparently during development.
7. What leather materials can you work with?
We work with genuine leather and alternative leather materials for bags, accessories, and belts. Material selection is guided by usage, durability, and cost targets.
8. Can you support branding and packaging?
Yes. Logo methods and packaging are coordinated through our internal design team, ensuring consistency between product and presentation.
9. How do you handle communication during projects?
We provide multi-language communication with visual updates (photos/videos) during sampling and production, so progress and issues are clear.
10. Is your factory structure stable for long-term cooperation?
We operate two specialized factories, supported by engineering, design, and QC teams, which allows us to maintain consistency across repeat orders and different product categories.
Working with Szoneierleather
If you are evaluating partners for custom leather works, the most efficient next step is a technical conversation. Sharing references early allows us to assess feasibility, risks, and cost structure before sampling begins.
What to send us:
- Product reference images or sketches
- Target quantity and market positioning
- Preferred materials or finishes
- Required timeline
What you will receive:
- Material and structure recommendations
- Suggested MOQ and development approach
- Sampling and production timeline
- Clear next-step guidance
If you have any questions or need a quote, please leave us a message. Our experts will respond within 12 hours to assist you in selecting the ideal fashion products tailored to your needs.
Exclusive Offer for You
As a first-time buyer, you’ll receive a Free bags Color Card to help you select the right material and shade. Once confirmed, we’ll also provide a Free Sample made by our factory—no extra cost.
For our regular partners, we send New Color Charts multiple times a year—completely free—to support your latest collections.